
Článek
Proč by měl každý tiskař rozumět slicování
Možná jste si mysleli, že 3D tisk je jen „nahrát model a zmáčknout start“. Realita je jiná — a vlastně mnohem zajímavější.
Slicování je srdcem celého procesu, které určuje kvalitu, pevnost, rychlost a spolehlivost výsledku.
Špatná první vrstva, deformace, lámání modelu, pavučiny plastu mezi částmi… Většina problémů má kořeny právě ve sliceru. Dobrá zpráva? Kdo ovládne slicování, ovládne i 3D tisk.
Co se děje po importu modelu
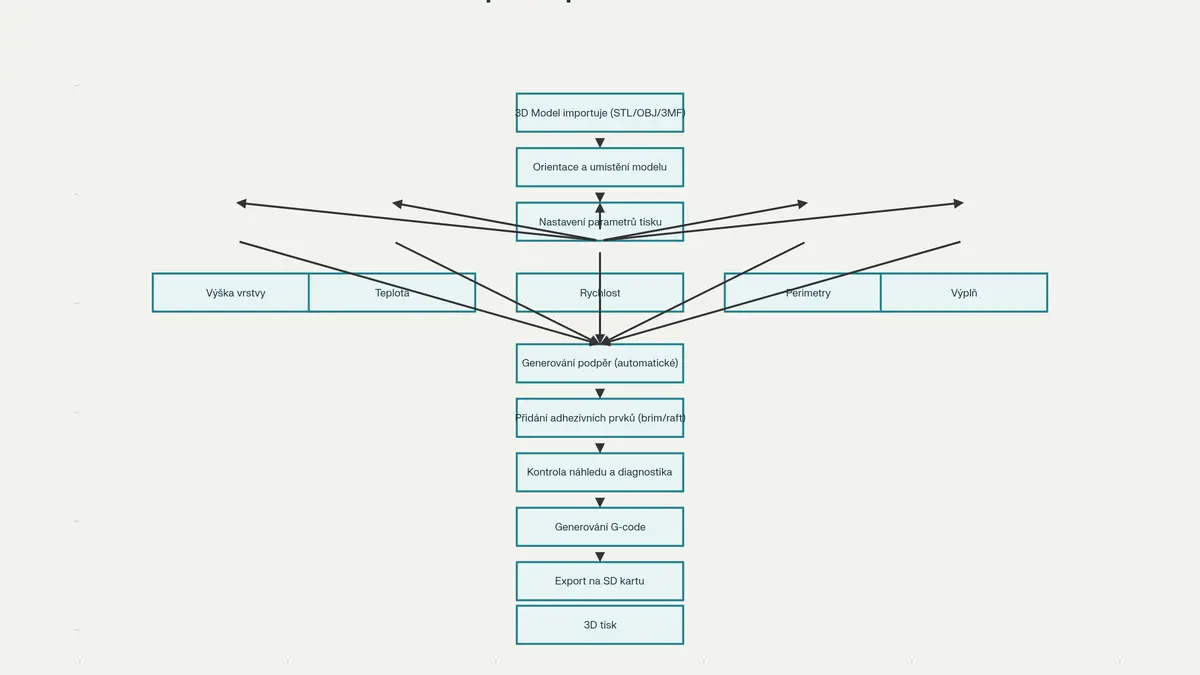
Představte si slicování jako kuchařský postup. Model (STL, OBJ, 3MF) je ingredience a G-code recept:
- Slicer model virtuálně rozřeže na desítky až tisíce vrstev o výšce 0,1–0,3 mm.
- Pro každou vrstvu vypočítá pohyb trysky, rychlost, teplotu a množství extruze.
- Nakonec vše přepíše do G-codu — přesného seznamu instrukcí ve stylu:
„Zahřej trysku, přesuň se na tuto souřadnici, extruduj právě tolik…"
A teď to nejdůležitější: kvalitu tohoto G-codu máte plně ve svých rukou.
Nejdůležitější parametry slicování (a jak je konečně pochopit)
Výška vrstvy: Kvalita vs. rychlost
Jemné vrstvy = krásné detaily, ale dlouhý tisk.
Silné vrstvy = rychlost, ale horší povrch.
- 0,1 mm – detailní figurky
- 0,2 mm – ideální start
- 0,25–0,3 mm – rychlotisky, prototypy
💡 Tip: PrusaSlicer umí variabilní výšku vrstvy, takže jemné části modelu tiskne detailněji a rovné plochy rychleji.
Výplň: Síla ukrytá uvnitř
Výplň ovlivňuje pevnost i spotřebu materiálu.
- 10–20 % – dekorace, prototypy
- 30–50 % – univerzální volba
- 60–100 % – mechanické díly, ozubená kola
A jeden bonusový hack:
👉 Přidání perimetrů zpevní model víc než zvýšení výplně.
Vzor „honeycomb“ je sázka na jistotu.
Teplota: Malá změna, velký rozdíl
Každý filament chce své.
- PLA: 200–210 °C
- PETG: 235 °C
- ABS: 240 °C a podložka 100+ °C
Pokud tiskne rychleji nebo špatně vytlačuje filament, přidejte 5 °C.
Pro jemnější povrch ubrat 5 °C.
Retrakce: Jak se zbavit pavučin
Stringování je nepřítel číslo jedna.
Retrakce vtahuje filament při přesunech, aby netahal nitky.
Dobré je začít s defaultem sliceru.
Pokud stringuje:
- snižte teplotu,
- až poté upravujte retrakci.
Rychlost: Když spěchat znamená riskovat
- 50–70 mm/s – čisté výsledky
- 80–100 mm/s – rychlé pracovní tisky
- Pomaleji = kvalitněji
Podpěry: Stromové, nebo klasické?
Podpěry jsou nezbytné tam, kde model „visí ve vzduchu“.
Stromové podpěry jsou revoluce posledních let:
- méně materiálu
- lepší povrch
- snadné odstranění
Pokud váš slicer podporuje stromové podpěry, používejte je.
Jak zajistit, že model neodletí z podložky?
Skirt
Obrys kolem modelu – test, zda extruze funguje.
✔ používat vždy
Brim
Připojený „límeček“ kolem modelu – proti zvedání rohů.
✔ ideální pro malé základny, ABS, PETG
Raft
Vrstva navíc pod celým modelem.
✔ nouzovka pro špatně přilnavé materiály
Orientace modelu
Správné natočení může zkrátit čas, snížit počet podpěr a zvýšit pevnost.
Obecně platí:
- dejte na podložku největší stabilní plochu
- minimalizujte převisy
- orientujte tenké prvky vertikálně
- zamyslete se, kde bude model namáhán
Během minuty v náhledu ušetříte hodiny při tisku.
Perimetry: Tloušťka stěn rozhoduje o odolnosti
- 2 perimetry – dekorace
- 3 perimetry – univerzální nastavení
- 4–5 perimetrů – mechanické části
Třetí perimeter často přidá víc pevnosti než 50% výplň.
G-code náhled je poslední šance
Před tiskem si vždy proklikejte vizualizaci vrstvy po vrstvě:
- správná orientace
- správné podpěry
- žádné „ostrovy“
- rozumný čas tisku
Co v náhledu vypadá špatně, bude špatné i na tiskárně.
Když něco nefunguje: Oprava STL
Některé modely mají díry, špatné plochy nebo tenké stěny.
Moderní slicery je opraví automaticky, a když ne:
👉 použijte online nástroje typu Netfabb / Microsoft Repair.
Větrání: Malý ventilátor, obrovský vliv
- PLA: 100 %
- PETG: 50–70 %
- ABS/NYLON: 0–10 %
Když se model kroutí – větrání snižte, když stringuje – zvyšte.
10 rychlých rad pro úspěšné slicování
- Začněte s defaulty – slicery nejsou blbé.
- Věřte náhledu v sliceru.
- U výplně volte honeycomb.
- Víc perimetrů > víc výplně.
- Nepřehánějte rychlost.
- Čtěte doporučení filamentů.
- Používejte stromové podpěry.
- Nezanedbávejte orientaci modelu.
- Když model padá z podložky, přidejte brim.
- Experimentujte — tiskárna + filament + model = unikátní kombinace.
Slicování může na první pohled působit jako temná magie. Ale jakmile pochopíte základy, získáte absolutní kontrolu nad výsledkem.
Je to místo, kde se věda potkává s intuicí — a kde se z digitálního nápadu stává fyzická věc.






